

Þegar kemur að því að hámarka skilvirkni og endingu vélrænna kerfa þinna er val á keðjuhjólum afar mikilvægt. Við skulum kafa ofan í nauðsynlega þætti eins og efni, stærðir, uppbyggingu og viðhald sem munu lyfta rekstri þínum á nýjar hæðir.
EfnisvalÞegar kemur að því að hámarka vélræn kerfi er val á efni fyrir keðjuhjólin afar mikilvægt. Þú vilt tryggja að tennur tannhjólanna hafi nægjanlega þreytuþol og slitþol. Þess vegna er hágæða kolefnisstál, eins og 45 stál, oft besti kosturinn. Fyrir mikilvæg verkefni skaltu íhuga að uppfæra í álfelgistál eins og 40Cr eða 35SiMn til að auka afköst.
Flestar tannhjólstennur gangast undir hitameðferð til að ná yfirborðshörku upp á 40 til 60 HRC, sem tryggir að þær þoli álagið sem fylgir notkun. Mikilvægt er að hafa í huga að minni tannhjól virkjast oftar en stærri tannhjól og verða fyrir meiri höggum. Þess vegna ættu efnin sem notuð eru fyrir lítil tannhjól að vera betri en þau sem notuð eru fyrir stærri.
Fyrir tannhjól sem þurfa að þola höggálag er lágkolefnisstál frábær kostur. Hins vegar er steypustál tilvalið fyrir tannhjól sem verða fyrir sliti en ekki miklum titringi. Ef notkun þín krefst mikils styrks og slitþols er álfelgað stál rétti kosturinn.
Að fjárfesta í réttu efnin fyrir keðjuhjólin þín eykur ekki aðeins endingu þeirra heldur eykur einnig heildarhagkvæmni vélrænna kerfa þinna. Ekki slaka á gæðum - veldu skynsamlega og sjáðu afköst þín svífa upp!
Lykilvíddir og byggingarvalkostir
Að skilja aðalvíddir tannhjólanna er nauðsynlegt til að hámarka afköst. Lykilvíddir eru meðal annars fjöldi tanna, þvermál skurðhringsins, ytra þvermál, þvermál rótar, hæð tanna fyrir ofan skurðmarghyrninginn og breidd tanna. Skarphringurinn er hringurinn þar sem miðja keðjutappanna liggur, jafnt deilt með keðjuskurðinum.Eins og sýnt er hér að neðan:
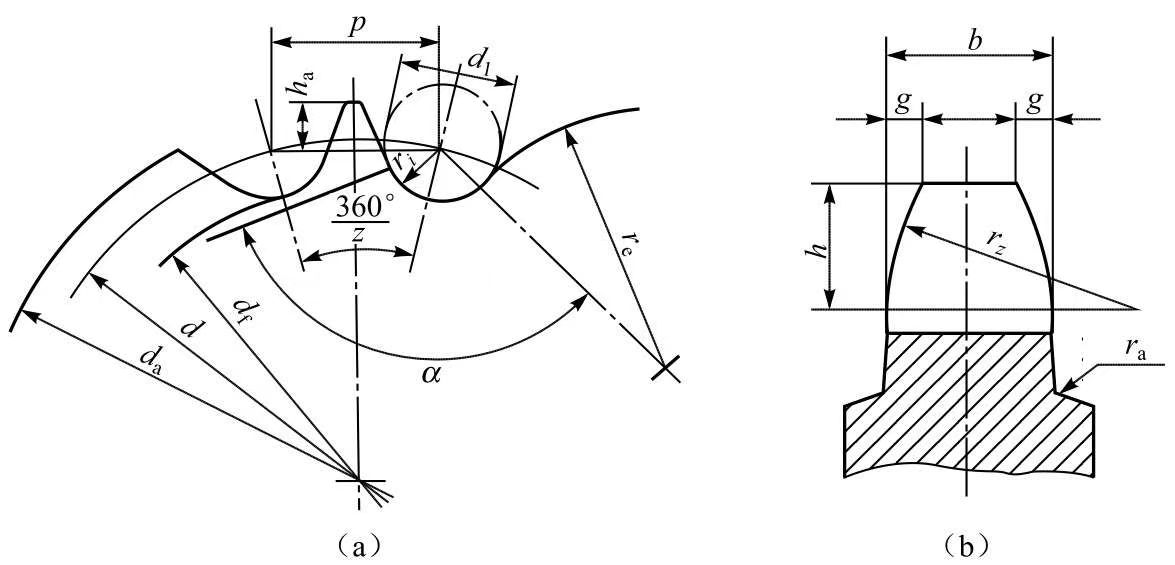
Tannhjól eru fáanleg í ýmsum gerðum, þar á meðal heil, götuð, soðin og samsett. Þú getur valið viðeigandi uppbyggingu eftir stærð: tannhjól með litlum þvermál geta verið heil, tannhjól með meðalþvermál eru oft með götóttri hönnun og tannhjól með stórum þvermál eru yfirleitt samsett úr mismunandi efnum fyrir tannhringinn og kjarnann, sem eru tengdir saman með suðu eða boltun. Fyrir sérstök dæmi, skoðaðu Goodwill's.tannhjólvörulistar.
Tannhönnun: Hjarta skilvirkni
Fjöldi tanna á tannhjóli hefur veruleg áhrif á mýkt gírkassans og heildarlíftíma. Það er mikilvægt að velja viðeigandi fjölda tanna - ekki of margar og ekki of fáar. Of margir tanna geta stytt líftíma keðjunnar, en of fáar geta leitt til ójöfnu og aukinnar álags. Til að draga úr þessum vandamálum er ráðlegt að takmarka lágmarksfjölda tanna á litlum tannhjólum, venjulega stilltan á Zmin ≥ 9. Fjöldi tanna á litlum tannhjólum (Z1) er hægt að velja út frá keðjuhraða og síðan er hægt að ákvarða fjölda tanna á stóra tannhjólinu (Z2) með því að nota gírhlutfallið (Z2 = iZ). Til að tryggja jafnt slit ættu tennur tannhjólsins almennt að vera oddatala.

Besta keðjudrifsuppsetning
Uppsetning keðjudrifsins er jafn mikilvæg og íhlutirnir sjálfir. Algeng uppsetning keðjudrifsins er sýnd hér að neðan.
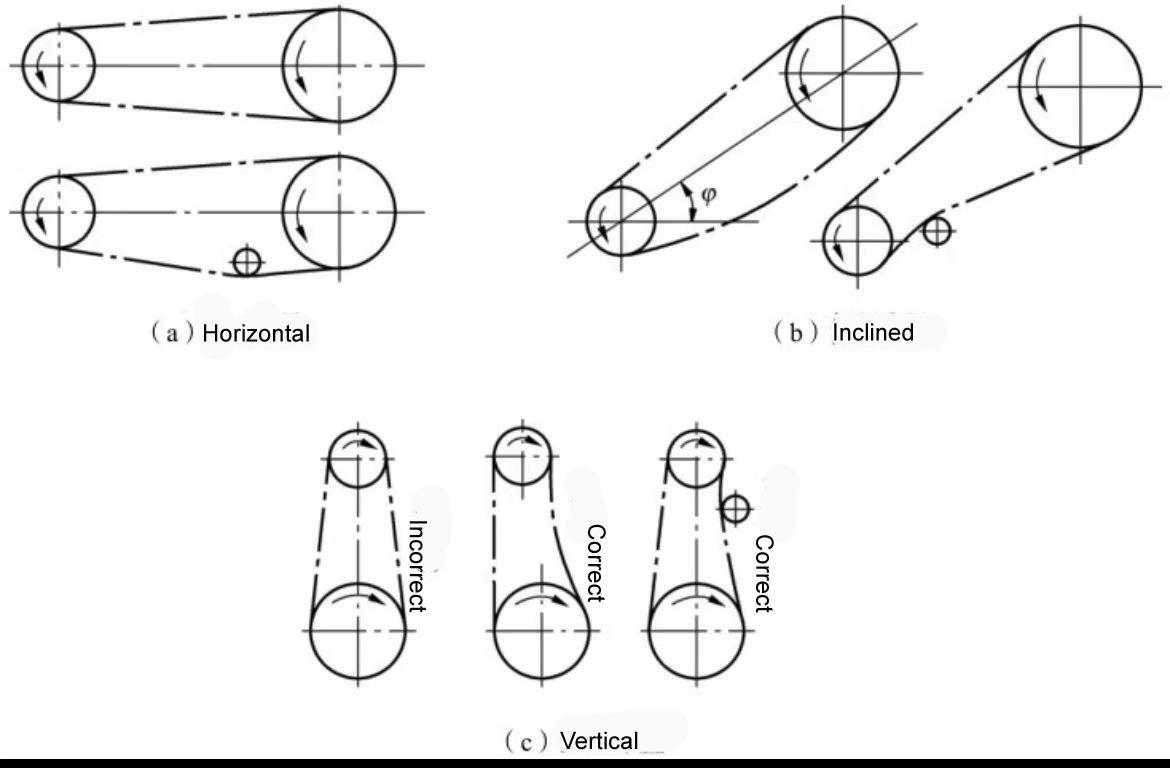
Lárétt uppsetning: Gangið úr skugga um að snúningsfletir beggja tannhjólanna séu innan sama lóðrétta plans og að ásar þeirra séu samsíða til að koma í veg fyrir að keðjan losni og slitist óeðlilega.
Hallandi uppsetning: Haldið horninu milli miðlína tannhjólanna tveggja og láréttu línunnar eins litlu og mögulegt er, helst minna en 45°, til að koma í veg fyrir lélega gripun neðra tannhjólsins.
Lóðrétt uppsetning: Forðist að miðlínur tannhjólanna tveggja séu í 90° horni; færið í staðinn efri og neðri tannhjólin örlítið til hliðar.
Staðsetning keðjunnar: Setjið þéttu hliðina á keðjunni efst og slaka hliðina fyrir neðan til að koma í veg fyrir að hún haldi sér of mikið, sem gæti leitt til truflunar á tannhjólstönnunum.
Spenna fyrir bestu mögulegu afköst
Rétt spenna keðjudrifsins er mikilvæg til að koma í veg fyrir óhóflegt slepp, sem getur leitt til lélegrar festingar og titrings. Þegar hornið milli ásanna tveggja tannhjóla er meira en 60° er venjulega notað spennubúnaður.
Til eru ýmsar aðferðir til að spenna, en algengasta aðferðin er að stilla miðjufjarlægðina og nota spennibúnað. Ef miðjufjarlægðin er stillanleg er hægt að breyta henni til að ná fram þeirri spennu sem óskað er eftir. Ef ekki er hægt er að bæta við spennihjóli til að stilla spennuna. Þetta hjól ætti að vera staðsett nálægt slaka hliðinni á litla tannhjólinu og þvermál þess ætti að vera svipað og þvermál litla tannhjólsins.
Mikilvægi smurningar
Smurning er nauðsynleg fyrir bestu mögulegu afköst keðjudrifa, sérstaklega í notkun við mikinn hraða og þungar álagsaðgerðir. Rétt smurning dregur verulega úr sliti, dregur úr höggum, eykur burðargetu og lengir líftíma keðjunnar. Þess vegna er mikilvægt að velja viðeigandi smurningaraðferð og gerð smurefnis til að tryggja skilvirka notkun.
Smurningaraðferðir:
Regluleg handvirk smurning: Þessi aðferð felst í því að nota olíubrúsa eða bursta til að bera olíu á bilin milli innri og ytri tengiplatanna á slaka hlið keðjunnar. Mælt er með að framkvæma þetta verkefni einu sinni í hverri vakt. Þessi aðferð hentar fyrir óþarfa drif með keðjuhraða v ≤ 4 m/s.
Smurning með dropaolíu: Þetta kerfi er með einfaldri ytri hlíf þar sem olía er dreypt í bilin milli innri og ytri tengiplatnanna á slaka hliðinni í gegnum olíubikar og pípu. Fyrir keðjur með einni röð er olíuinnstreymið venjulega 5-20 dropar á mínútu, en hámarksgildið er notað við hærri hraða. Þessi aðferð hentar fyrir drif með keðjuhraða v ≤ 10 m/s.
Smurning í olíubaði: Í þessari aðferð gerir ytri hlíf sem lekur ekki keðjunni kleift að fara í gegnum lokað olíutank. Gæta skal þess að sökkva ekki keðjunni of djúpt, þar sem of mikil dýpt getur leitt til verulegs olíutaps vegna hristings og getur valdið því að olían ofhitni og skemmist. Almennt er mælt með 6-12 mm dýpt, sem gerir þessa aðferð hentuga fyrir drif með keðjuhraða v = 6-12 m/s.
Smurning með skvettuolíu: Þessi tækni notar lokað ílát þar sem olíu er skvett upp með skvettuplötu. Olían er síðan beint að keðjunni í gegnum olíusöfnunarbúnað á hlífinni. Dýpt skvettuplötunnar ætti að vera 12-15 mm og hraði skvettuplötunnar ætti að vera meiri en 3 m/s til að tryggja skilvirka smurningu.
Þrýstismurning: Í þessari háþróuðu aðferð er olíu úðað á keðjuna með olíudælu, þar sem stúturinn er staðsettur á þeim stað þar sem keðjan grípur. Olían sem streymir um keðjuna smyr ekki aðeins heldur veitir einnig kælandi áhrif. Hægt er að ákvarða olíuframboð fyrir hvern stút út frá keðjuhæð og hraða með því að skoða viðeigandi handbækur, sem gerir þessa aðferð hentuga fyrir öflug drif með keðjuhraða v ≥ 8 m/s.
Til að ná sem bestum árangri og skilvirkni í vélrænum kerfum þínum er nauðsynlegt að skilja mikilvæga þætti vals og viðhalds á keðjuhjólum. Ekki láta velgengni vélarinnar ráðast af tilviljuninni - taktu upplýstar ákvarðanir sem skila varanlegum árangri!
Að velja rétt efni, stærðir og viðhaldsaðferðir er lykilatriði til að tryggja að reksturinn gangi snurðulaust og skilvirkt fyrir sig. Með því að forgangsraða þessum þáttum er hægt að auka endingu og áreiðanleika búnaðarins.
Ef þú hefur einhverjar spurningar um tannhjól eða þarft ráðgjöf frá sérfræðingi, þá skaltu ekki hika við að hafa samband við okkur áexport@cd-goodwill.comOkkar sérhæfða teymi er tilbúið að aðstoða þig við allar þarfir þínar varðandi tannhjól!
Birtingartími: 21. nóvember 2024



